Heres what tools I have and used to make this conversion.
7x10 mini lathe with a selection of bits (I got the indexable carbide ones)
a tool steel blank bit to grind or a very small boring bar (this is to bore the wedge collar)
another blank to make a very small threading tool for the roller assembly threading
an 8x36 tap
harbor freight micro mill with a vise and milling bits (this was to machine the flat on the wedge collar/firing pin support tube) you could probably do this with a belt sander or a file
or a grinder if your careful all the flat is there for is so the ejector will clear the support assembly
a 3/16 Carbide tipped drill bit (to drill the locking wedge) carbide is a must!! anything else won't even scratch it.
A torch capable of heating steel to bright red (for hardening the pin and roller) a good hot fire would work too.
Material list
6 in section of 3/4 round steel (main support assembly)
6 in section of 1/2 round steel (rear assembly, roller assembly, lugs ect.)
at least 6 in of 5/16 round steel (firing pin)
springs (I just picked up the no 1 spring assortment by csc at tractor supply)
a can of kasenit case hardening compound (for the roller and firing pin)
ok starting with the main forward section

This uses the 3/4 steel
chuck the section of 3/4 steel into your lathe you will need at least 3 3/4 in working area
beyond the chuck (the finished section will measure 3.359 in when completed) first true the face of the piece then turn the entire length (3 3/4 in) to a diameter of .616 this gives you the outer diameter for the wedge collar (you may need to go a bit smaller depending on your bolt dimensions. test fit and make sure it fit's in the bolt body easily)
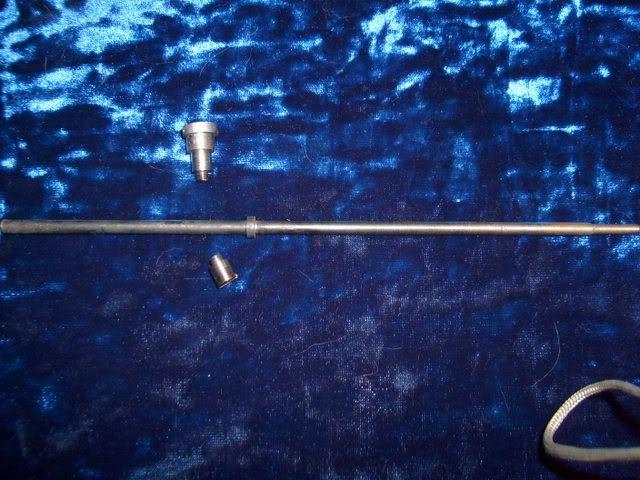
Next turn a distance of 2.955 in from the end of the piece to a diameter of .452 (I used the straight point turning tool to do this (the left hand tool bit in the pic) this turns the 30 degree shoulder at the same time as your turning to the correct diameter) the length measurement is from the end to the start of the 30 degree shoulder if using the tool like I did stop the point right on 2.955 in and you will have it right .
Next Switch to a 90 degree turning tool (right one in the pic) and turn from the end .916 inches to a diameter of .302 in this is where the tension spring will ride
at this point you should have something similar to the pic in outer dimensions
now you will need to part it from the parent steel. leave a bit extra on the part so you can true the face of the piece down to the correct length of 3.359 in
Next starting at the wedge collar end (I am assuming this is the end that is facing out because you have just trued it) use a center drill to start the hole and drill a 3/16 in hole the entire length of the piece (this will be the firing pin channel)
Now for the tricky part ! The wedge collar. Pull out you calipers and measure the outer diameter of your locking wedge where it will go into the collar.

Mine measures .431 as you can see. as there are most likely variations on sizes within a few thou you gotta know what yours measures. now use a drill to get as close as possible to the correct size without going over. the depth needed on my wedge is .472 in a little deeper is ok because the wedge will seat against the rim of the collar. Drill to the correct depth to get as close to size as possible then using a small boring bar or a boring tool like this one I made (my bar is an indexable and was too big) to bore the collar.



bore the collar to the correct inside diameter add a thousandth or 2 for clearance
(bore a thou. Clean the chips and try the wedge for fit. then repeat untill it fits make sure your cuts are good and to full depth the collar needs to hold the wedge straight for the firing pin to work right) DON'T RUSH!!!! I got in a hurry and had to remake the whole part
because I didn't get the cut straight and the wedge fit too sloppy. take your time and get it right. touch a file to the outer edge to clean it up. collar done.
now the last lathe operation on this part. turn the part over so that the small diameter section is now facing out. now drill with a 5/64 drill bit to a depth of .320 this gives you your firing pin spring seat.
So at his point you have your part outer turning finished, wedge collar bored to size and finished, firing pin channel and spring seat drilled and finished. The part should be at the finished length of 3.359 in.
now it's over to the mill to mill the flat. I stuck it in my milling vise on a pair of parallels
so roughly 1/2 it's diameter is above the vise face and the vise grips on the longer center section like so.

mill it down (making sure your straight of course) so that from top of the collar to the mill flat measures .490 or less.

that completes this section.
Gotta take a break guys more to come.
GG